-
Lorsque le vernis de la guitare est achevé, les dernières étapes : le collage du chevalet, la fabrication des sillets, les réglages et finalement la mise en corde de la guitare sont les plus enthousiasmants pour le luthier. Le montage de la guitare est l’aboutissement d’un travail guidé au cours de chaque étape par une même idée directrice : la beauté du son.
Collage du chevalet
 Le chevalet est collé en fin de construction et verni séparément du reste de la guitare, de manière à pouvoir atteindre les angles plus facilement avec le tampon. Ainsi, la position du chevalet sur la table est masquée pour préserver la zone de collage d’une imprégnation de vernis qui rendrait le collage inefficace. Le collage du chevalet doit être réalisé avec le plus grand soin. En effet il doit pouvoir supporter les 40 Kg de tension exercée par les cordes sans faillir au fil des ans.
Le chevalet est collé en fin de construction et verni séparément du reste de la guitare, de manière à pouvoir atteindre les angles plus facilement avec le tampon. Ainsi, la position du chevalet sur la table est masquée pour préserver la zone de collage d’une imprégnation de vernis qui rendrait le collage inefficace. Le collage du chevalet doit être réalisé avec le plus grand soin. En effet il doit pouvoir supporter les 40 Kg de tension exercée par les cordes sans faillir au fil des ans.L’adhésif protégeant la zone de collage du chevalet est retiré.
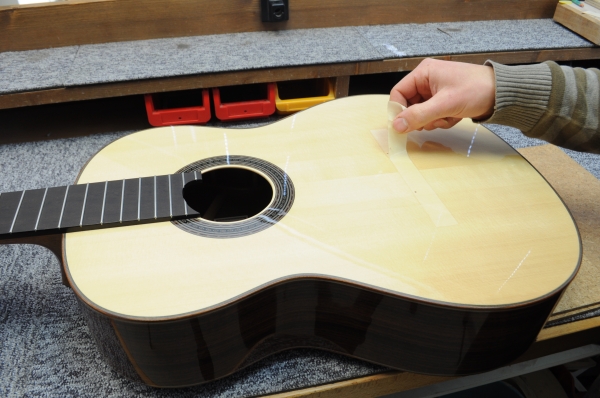
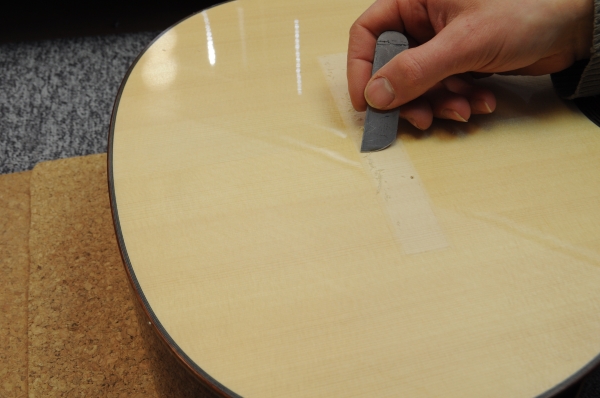
Décollage adhésif.Le chevalet est présenté sur la table. Son périmètre est délimité avec une pointe à tracer en rayant délicatement le vernis.

Traçage chevalet.La position du chevalet sur la table est rigoureusement préparée. Ici on racle l’excédent de vernis.
Les surfaces de collage sont dégraissées et texturées pour augmenter la résistance du collage à la tension des cordes.

Texture semelle chevalet.Planimétrie et réglages
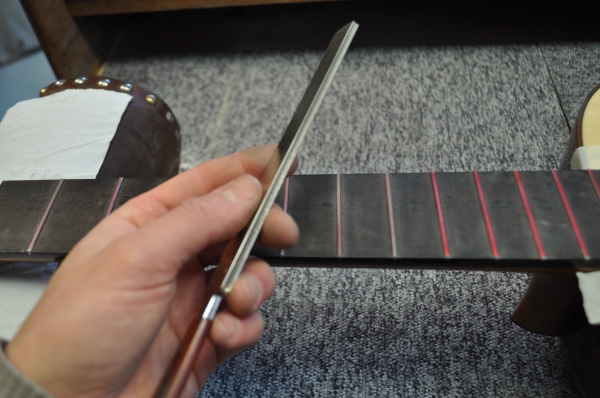
 On finalise à cette occasion le creux du manche. C’est une composante importante du réglage, la corde doit pouvoir vibrer librement de manière homogène sur la longueur du manche sans friser.
On finalise à cette occasion le creux du manche. C’est une composante importante du réglage, la corde doit pouvoir vibrer librement de manière homogène sur la longueur du manche sans friser.Si le manche est trop creux, les aigus claquent. Si au contraire il est trop droit, les cordes frisent dans les premières cases. Ainsi, si le réglage est déterminant pour le confort du guitariste, il doit aussi permettre de révéler toutes les possibilités de la guitare.
Il est parfois nécessaire de corriger une zone localement. On utilise une cale au diamant en effectuant de petits mouvements circulaires.
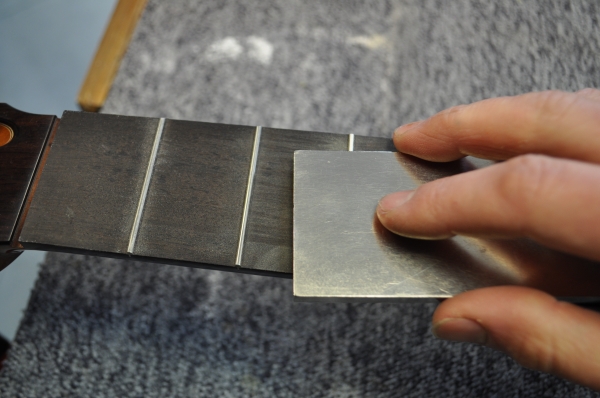
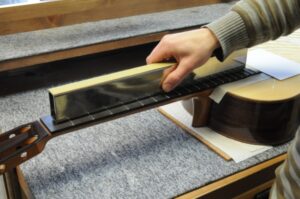
L’alignement des frettes est régulièrement contrôlé en cours de travail. Une règle de contrôle précise au 100ème de mm est nécessaire.

Une fois les frettes parfaitement rectifiées, on marque de rouge le dessus de chaque frette comme repère pour leur redonner une forme arrondie. On utilise ici une lime fine diamantée. La lime est creuse pour mieux épouser la forme de la frette.
Progressivement, les frettes sont poncées jusqu’au grain 1500 puis polies avec la polisseuse.

Pose des mécaniques
 Des mécaniques Scheller montées sur une platine en laiton sont mises en place sur la tête. Un roulement à bille sur chaque barillet limite les frottements en cours d’accordage pour augmenter la longévité des mécaniques et la fluidité de l’accordage.
Des mécaniques Scheller montées sur une platine en laiton sont mises en place sur la tête. Un roulement à bille sur chaque barillet limite les frottements en cours d’accordage pour augmenter la longévité des mécaniques et la fluidité de l’accordage.Lors de la mise en forme de la tête, les mortaises (ouvertures permettant le passage des cordes) sont réalisées sur la face avant de la tête. On perce aussi latéralement avec un foret de 10mm pour l’emplacement des barillets des mécaniques.
Le perçage initial de 10mm pour les mécaniques est agrandi sur le côté gauche de la mortaise afin de limiter le frottement du barillet dans la tête. On utilise un alésoir conique pour augmenter le diamètre progressivement.

Réalésage de la tête.On observe que le barillet n’est pas en contact avec la tête du côté de la platine. Il repose dans le perçage uniquement de l’autre côté de la mortaise. En procédant ainsi, l’accordage est plus fluide et la durée de vie des mécaniques augmentée.

Les mécaniques en place.Fabrication des sillets
 Les sillets sont des éléments essentiels. Fabriqués le plus souvent en os, c’est à travers eux que la vibration de la corde est transmise à la guitare. Le sillet de tête définit l’écartement et la hauteur des cordes ; il influence de ce fait la jouabilité et la justesse de l’instrument. Leur densité élevée et la précision de leur ajustement permet de transmettre de manière optimale l’énergie apportée par la corde.
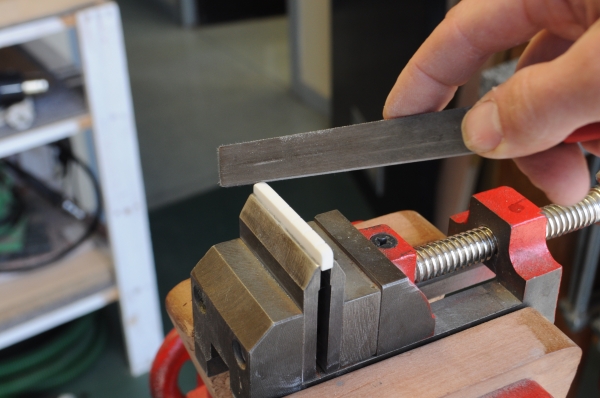
Les sillets sont des éléments essentiels. Fabriqués le plus souvent en os, c’est à travers eux que la vibration de la corde est transmise à la guitare. Le sillet de tête définit l’écartement et la hauteur des cordes ; il influence de ce fait la jouabilité et la justesse de l’instrument. Leur densité élevée et la précision de leur ajustement permet de transmettre de manière optimale l’énergie apportée par la corde.Le sillet est fabriqué à partir d’os de bovin. Une première ébauche de forme rectangulaire est préparée. Elle doit être ni trop serrée, ni trop libre dans la rainure et reposer parfaitement à plat sur le manche.

Traçage sillet.Le positionnement de chaque corde est repéré à l’aide d’une règle permettant de compenser les variations de diamètre des cordes. Ainsi les espacements sont tous identiques.

Positionnement des cordes.Une lime spécifique au diamètre de chaque corde est employée pour réaliser les rainures. La corde doit reposer à mi-hauteur dans la gorge pour coulisser avec un minimum de frottements. La hauteur de la rainure est définie par la première frette. Trop haute, l’effort sera plus grand pour la main gauche et la justesse compromise, trop basse une frise se fera entendre sur la première frette.

Rainures du sillet.Les angles du sillet sont arrondis, les rainures et les faces sont finement polies.
Finition du sillet.Enfin, la mise en cordes. C’est toujours un moment particulier où l’on découvre pour la première fois la nouvelle guitare. Il faut compter quelques semaines sous tension pour que le fluage (déformation des bois en contrainte) imprime une légère déformation sur la table, ce qui l’aide à mieux vibrer. La guitare est aussi artificiellement mise en vibration pendant cette période, avec un dispositif destiné à obtenir une maturation plus rapide du potentiel de l’instrument.
Sylvain Balestrieri–Luthier–